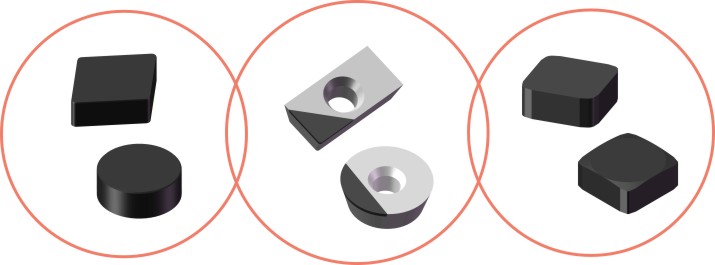
CBN浶ʬŗĻ¼Æ
°l(fØ”)²¼ĪĪ»: Į¢·½µŖ»ÆÅšµ¶¾ß,CBNµ¶Ę¬,ĢՓɵ¶Ę¬,HLCBNµ¶¾ß . ĖłŁīe: ®a(chØ£n)Ę·ĶĘĖ] . üc(diØ£n)ō²éé: 12874 “Ī.

CBN浶ʬŗĻ¼Æŗ(jiØ£n)½é:
ČAĮāCBN浶ʬ·ÖéÕūów¾Ū¾§CBN浶ʬŗĶŗø½ÓŹ½CBN浶ʬ·²ņߣ¬ĘäÖŠÕūów¾Ū¾§CBN浶ʬ“Öć”¢¾«ć¾łæɹø»ž£¬¶ųŗø½ÓŹ½CBN浶ʬÖ÷ŅŖÓĆÓŚ¾«ć¹¤Šņ»®ĖØ£¬ČAĮāÕūów¾Ū¾§CBN浶ʬæÉ“óÓąĮæ“ÖćøßÓ²¶ČčTčF”¢Ó²äµČ²ÄŁ|(zhج)Ģõ»ń£¬ŌŚøßĖŁ¾«ć»ŅčTčFß^³ĢÖŠæɱ£×CŻ^øß±ķĆę¹ā¶ČŗĶ³ß“ē¾«¶ČÖŅÜń”£
1”¢ČAĮāCBN浶ʬÅĘĢ(hؤo)
|
µ¶¾ßÅĘĢ(hؤo) |
ßmŗĻ¼Ó¹¤²ÄŁ|(zhج) |
¼Ó¹¤·½Ź½ |
µäŠĶŖ(yØ©ng)ÓĆŠŠI(yØØ) |
|
BN-K1 |
ĄäÓ²čTčF×ļŃę£¬øßęćtŠæČ攢øßÓ²¶ČŗĻ½ščTčF£» |
“Ö¼Ó¹¤ |
ŗĻ½ščTčFÜŻ±©Ī¹£»Ōü{±ĆĀĮĖö£»ÄĶÄ„čT¼žµČ”£ |
|
BN-S20 |
“ćÓ²äĖŖŹŪ”¢ÄĶįÄĶÄ„äĆš·ī”¢øßåiä |
“Ö¼Ó¹¤£¬°ė¾«¼Ó¹¤ |
øßĖŁäÜŻĆĆĖč£»½zøܹżČĪ£»ļL(fØ„ng)ėŻS³Š×½Ń°”£ |
|
BN-S200 |
“ćӲ䣬øßŲŗĻ½š |
¾«¼Ó¹¤ |
ļL(fØ„ng)ėŻS³Š½ĆŠ”£ |
|
BN-S300 |
»ŅčTčF |
“Ö¼Ó¹¤Åš½ą£¬¾«¼Ó¹¤ |
ÖĘÓ(dØ°ng)±P£»ÖĘÓ(dØ°ng)¹Ä¶«ÕŖ£»čTčF°l(fØ”)Ó(dØ°ng)C(jØ©)»¶²ß”¢×ĖŁĻ䣻āø×Ģ×µČÉĶĢŹ”£ |
|
BNK30 |
»ŅčTčF²ČæÜ£¬čFĻµż½Y(jiئ)ŗĻ½š |
°ė¾«¼Ó¹¤£¬¾«¼Ó¹¤ |
ÖĘÓ(dØ°ng)±PĮłĖ®£»ÖĘÓ(dØ°ng)¹Ä°³Ėļ£»čTčF°l(fØ”)Ó(dØ°ng)C(jØ©)”¢×ĖŁĻä ÖĄ¼Ö”£ |
|
BN-H10 |
“ćӲ侦飬øß(qiØ¢ng)¶ČŗĻ½š |
¾«¼Ó¹¤ |
ŻS³Š£»żXŻĻėĖ§”¢żXŻŻS³”Ń„£»øßÓ²¶ČĮć¼ž”£ |
|
BN-H21 |
“ćÓ²ä |
¾«¼Ó¹¤ |
ŻS³ŠøŪ×¼£»żXŻÖ¼°ž”¢żXŻŻS£»Ä£¾ßµČ |
|
BN-K10 |
»ŅčTčFĒ³ø×£¬·ŪÄ©Ņ±½š |
¾«¼Ó¹¤ |
āéT×łČ¦Å¢±ß£»°l(fØ”)Ó(dØ°ng)C(jØ©)ø×æ×£»·ŪÄ©Ņ±½šĮć¼žČ÷Źž”£ |
2”¢ČAĮāCBN浶ʬĒŠĻ÷
¢µ(shØ“)
|
¼Ó¹¤²ÄĮĻ |
¼Ó¹¤¹¤Šņ |
ĒŠĻ÷
¢µ(shØ“) |
ĶĘĖ]µ¶¾ßÅĘĢ(hؤo) |
|
ĒŠĻ÷ĖŁ¶Č
Vc(m/min) |
³Ōµ¶Éī¶Č
ap£Ømm£© |
ßM(jجn)½oĮæ
Fr£Ømm/r£© |
|
øßÓ²¶ČčTčF
£ØÓ²¶Č£ŗHRC35-68£© |
“Ö¼Ó¹¤ |
35-120 |
1-10 |
0.15-1.0 |
BN-K1 |
|
¾«¼Ó¹¤ |
60-200 |
ӆ1 |
0.05-0.35 |
BN-K10Ē¦¼į£¬BN-H10 |
|
Ó²ä
£ØÓ²¶Č”ŻHRC45£© |
“Ö¼Ó¹¤ |
50-150 |
1-10 |
0.1-0.5 |
BN-S20 |
|
¾«¼Ó¹¤ |
90-250 |
ӆ1 |
0.05-0.35 |
BN-H10ŌßŅÄ£¬BN-H21£¬BN-S200 |
|
»ŅčTčF |
“Ö¼Ó¹¤ |
400-1200 |
1-10 |
0.2-1.0 |
BN-S300 |
|
¾«¼Ó¹¤ |
600-2000 |
ӆ1 |
0.05-0.3 |
BNK30Ą¼°ß£¬BN-K10 |
3óŌæØ”¢ČAĮāCBN浶ʬ²ÄŁ|(zhج)ŠŌÄÜ
|
µ¶¾ßÅĘĢ(hؤo) |
½Y(jiئ)ŗĻ© |
CBNŗ¬Įæ£Ø%£© |
Į£¶Č£Ø¦Ģm£© |
Ó²¶Č£ØHV£© |
|
BN-K1 |
TIC |
90 |
8-12 |
3000-3250 |
|
BN-S20 |
TIN |
76 |
4-6 |
2900-3100 |
|
BN-S200 |
TIN |
60 |
2-4 |
2800-3000 |
|
BN-S300 |
AL£¬TIC |
97 |
4-6 |
3400-3600 |
|
BN-H10 |
TIN |
50 |
ӆ1 |
2700-2800 |
|
BN-H21 |
ALŠŽŹī£¬TINC |
60 |
1-2 |
2600-2800 |
|
BN-K10 |
TiŃÆŹ±£¬Co |
95 |
ӆ2 |
3300-3500 |
|
BNK30 |
Si£¬TIC |
97 |
2-4 |
3400-3600 |
4°ĀĪØ”¢ČAĮāCBN浶ʬæɳŠŹÜĒŠĻ÷ īB(tؤi)
|
CBNŗ¬ĮæµČ¼(jØŖ) |
µ¶¾ßÅĘĢ(hؤo) |
³ŠŹÜ³Ōµ¶Éī¶Č |
ĶĘĖ]ĒŠĻ÷ īB(tؤi) |
|
øßŗ¬Įæ |
BN-K1 |
1-10mm |
ąĄm(xØ“)-ßBĄm(xØ“) |
|
BN-S300 |
ӆ2mm |
ßBĄm(xØ“)ĒŠĻ÷ |
|
BNK30 |
ӆ1.5mm |
ßBĄm(xØ“)ĒŠĻ÷ |
|
BN-K10 |
ӆ0.5mm |
ßBĄm(xØ“)ĒŠĻ÷ |
|
µĶŗ¬Įæ |
BN-S20 |
1-10mm |
ąĄm(xØ“)-ßBĄm(xØ“) |
|
BN-S200 |
ӆ1mm |
ßBĄm(xØ“)ĒŠĻ÷ |
|
BN-H10 |
ӆ0.5mm |
ßBĄm(xØ“)-ÖŠąĄm(xØ“) |
|
BN-H21 |
ӆ0.5mm |
ÖŠąĄm(xØ“)”Ŗ(qiØ¢ng)ąĄm(xØ“) |
5½ŻŅ¹”¢üc(diØ£n)ōĻĀ·½Dʬ²é擾ßówµ¶Ę¬ŠĶĢ(hؤo)